
Starting the build process
#251
 04-22-2019, 08:13 AM
04-22-2019, 08:13 AM

#252
04-22-2019, 09:44 AM

#253
04-22-2019, 09:58 AM
#254
04-22-2019, 10:34 PM
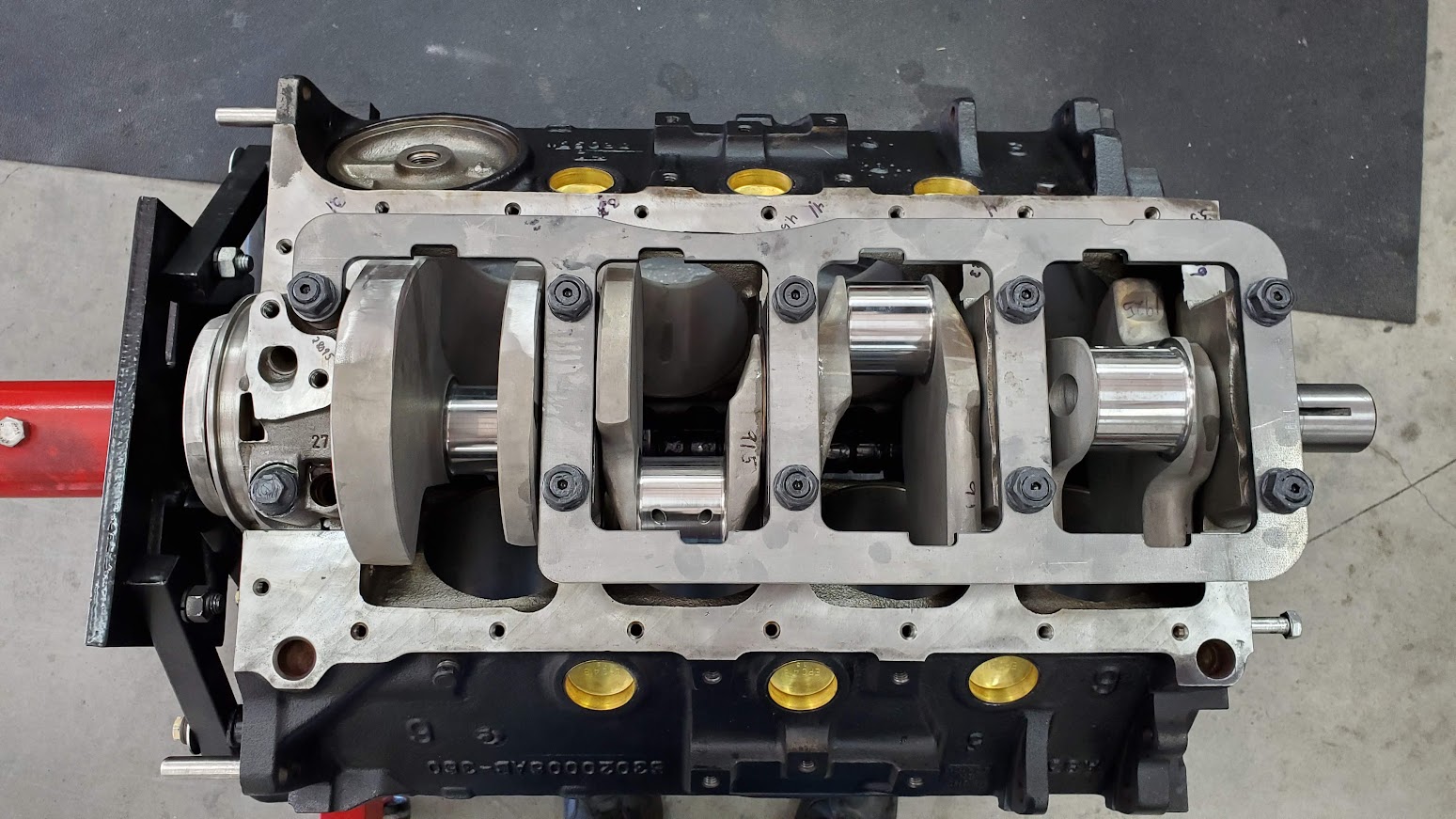
So here's an update: I drove for 9 hours today and was at the machine shop for an hour and a half. The good news: I came home with the block.
Here is the jist of it: $2,000 tools and $200 tools have different levels of accuracy.
Our dial bore gauge is "cheap" and accurate to half a thousanth (.0005) and is not exactly calibrated except by mic.
The machine shop's dial bore gauge is "not cheap" and accurate to half a ten-thousandth (.00005) and calibrated before every measurement.
The spec for the main bore is 3.0025 to 3.0030. Measurement is 3.0029 to 3.0032.
The spec for the crank is 2.8095 to 2.8105. Measurement is 2.8093.
Zeroing the dial bore indicator to 2.8093, we came up with 0.0033 to 0.0039 across the mains.
The difference between those is 0.1936 to 0.1939. The bearing spec's out maximum wall of 0.0953, or 0.1906 total.
0.1936 - 0.1906 = 0.0030
0.1939 - 0.1906 = 0.0033
Add in some of the bearings maybe being a hair thin, and the numbers we measured make sense.
The machinist and I discussed it, and we concurred that everything is in good shape all things considered. (elaborate later). I called Eddie Miller, he also agreed that those numbers are good all things considered. I called Hughes Engines, and they also concurred that those numbers, while a tad wider than they'd like, are in good shape all things considered.
"All things considered"
The small block chryslers are known to be inherently weak in the bottom end. The block design is from the 1960's (literally - same general block casting for 273/318/340/360 from the 60's to the 2000's, give to take some minor changes in 1989 and again in 1997). Hence running a girdle to tie the bottom end all together. Because of how the block is known to deflect, running a little extra clearance than would otherwise be run is not a bad thing.
Eddie Miller did bring up a good point that I will need to check the bearing crush. 2 ten-thou out of spec should not hurt anything, but merely being towards the high spec can reduce the crush just enough that it may want to spin the bearing. The 'locator tang' is just that - a locator tang. It never was intended to prevent the bearing from turning in the housing bore. He pointed out that many newer engines do not feature this tang at all, the bearings use only the crush value to hold it in the block and cap without turning.
Here is the jist of it: $2,000 tools and $200 tools have different levels of accuracy.
Our dial bore gauge is "cheap" and accurate to half a thousanth (.0005) and is not exactly calibrated except by mic.
The machine shop's dial bore gauge is "not cheap" and accurate to half a ten-thousandth (.00005) and calibrated before every measurement.
The spec for the main bore is 3.0025 to 3.0030. Measurement is 3.0029 to 3.0032.
The spec for the crank is 2.8095 to 2.8105. Measurement is 2.8093.
Zeroing the dial bore indicator to 2.8093, we came up with 0.0033 to 0.0039 across the mains.
The difference between those is 0.1936 to 0.1939. The bearing spec's out maximum wall of 0.0953, or 0.1906 total.
0.1936 - 0.1906 = 0.0030
0.1939 - 0.1906 = 0.0033
Add in some of the bearings maybe being a hair thin, and the numbers we measured make sense.
The machinist and I discussed it, and we concurred that everything is in good shape all things considered. (elaborate later). I called Eddie Miller, he also agreed that those numbers are good all things considered. I called Hughes Engines, and they also concurred that those numbers, while a tad wider than they'd like, are in good shape all things considered.
"All things considered"
The small block chryslers are known to be inherently weak in the bottom end. The block design is from the 1960's (literally - same general block casting for 273/318/340/360 from the 60's to the 2000's, give to take some minor changes in 1989 and again in 1997). Hence running a girdle to tie the bottom end all together. Because of how the block is known to deflect, running a little extra clearance than would otherwise be run is not a bad thing.
Eddie Miller did bring up a good point that I will need to check the bearing crush. 2 ten-thou out of spec should not hurt anything, but merely being towards the high spec can reduce the crush just enough that it may want to spin the bearing. The 'locator tang' is just that - a locator tang. It never was intended to prevent the bearing from turning in the housing bore. He pointed out that many newer engines do not feature this tang at all, the bearings use only the crush value to hold it in the block and cap without turning.
#255
04-25-2019, 05:23 PM
Took a trip over to Reher-Morrison to get a third opinion on bearing clearances. Original machinist is #1, ours is #2, RM is #3.
While at RM, we checked each main on the crank twice and averaged the two values. We came up with 2.80915 to 2.80950, 3.5 ten-thou variance across the mains.
Front main #1: .0039
Front main #2: .0045
Front main #3: .0035
#2 main #1: .0033
#2 main #2: .0041
#2 main #3: .0040
Thrust main #1: .0038
Thrust main #2: .0045
Thrust main #3: .0041
#4 main #1: .0035
#4 main #2: .0040
#4 main #3: .0032
Rear main #1: .0031
Rear main #2: .0035
Rear main #3: .0031

While at RM, we checked each main on the crank twice and averaged the two values. We came up with 2.80915 to 2.80950, 3.5 ten-thou variance across the mains.
Front main #1: .0039
Front main #2: .0045
Front main #3: .0035
#2 main #1: .0033
#2 main #2: .0041
#2 main #3: .0040
Thrust main #1: .0038
Thrust main #2: .0045
Thrust main #3: .0041
#4 main #1: .0035
#4 main #2: .0040
#4 main #3: .0032
Rear main #1: .0031
Rear main #2: .0035
Rear main #3: .0031
#256
04-28-2019, 06:40 PM





#258
04-28-2019, 10:12 PM

#259
04-29-2019, 07:10 PM
We use a combination of ARP assembly moly and straight 50 weight Valvoline VR1. Some books say one, some say the other, we use both. The oil lubricates for initial installation, while the ARP moly protects for the long term before getting flushed out - especially in a build like this where it's going to get spun around a couple hundred times by hand before ever getting hydraulic oil pressure, then sitting till it goes in the truck.

